


Все продукты
Контактное лицо :
Hua Dong
подогревательные лампы 15mm-20mm Hastelloy боилера стены мембраны супер
| Место происхождения | Китай |
|---|---|
| Фирменное наименование | Cheonny |
| Сертификация | ISO, ASME, EN |
| Номер модели | мембрана верхнего слоя inconel |
| Количество мин заказа | 10 тонн |
| Цена | negotiable |
| Упаковывая детали | рамка утюга |
| Время доставки | 30 рабочих дней |
| Условия оплаты | L/C, T/T, западное соединение |
| Поставка способности | 1000 тонны/месяцев |
Подробная информация о продукте
| Приложение | Индустрия, нефть и газ | Оценка | Никелевый сплав, Инконель 625 |
|---|---|---|---|
| Тип | Никелевая труба, никелевая труба/труба | Форма | Трубы из неконнеля |
| Материал | Инконель, Монель/Инконель/Инколой/хастеллой/PH Нержавеющая сталь, Инконель 600/UNS N06600 | Стандартный | Инконель600, EN, ASTM |
| Выделить | Боилер стены мембраны ASME 20mm,Боилер Hastelloy стены мембраны ASME,Подогревательные лампы ASME 15mm супер |
||
Характер продукции
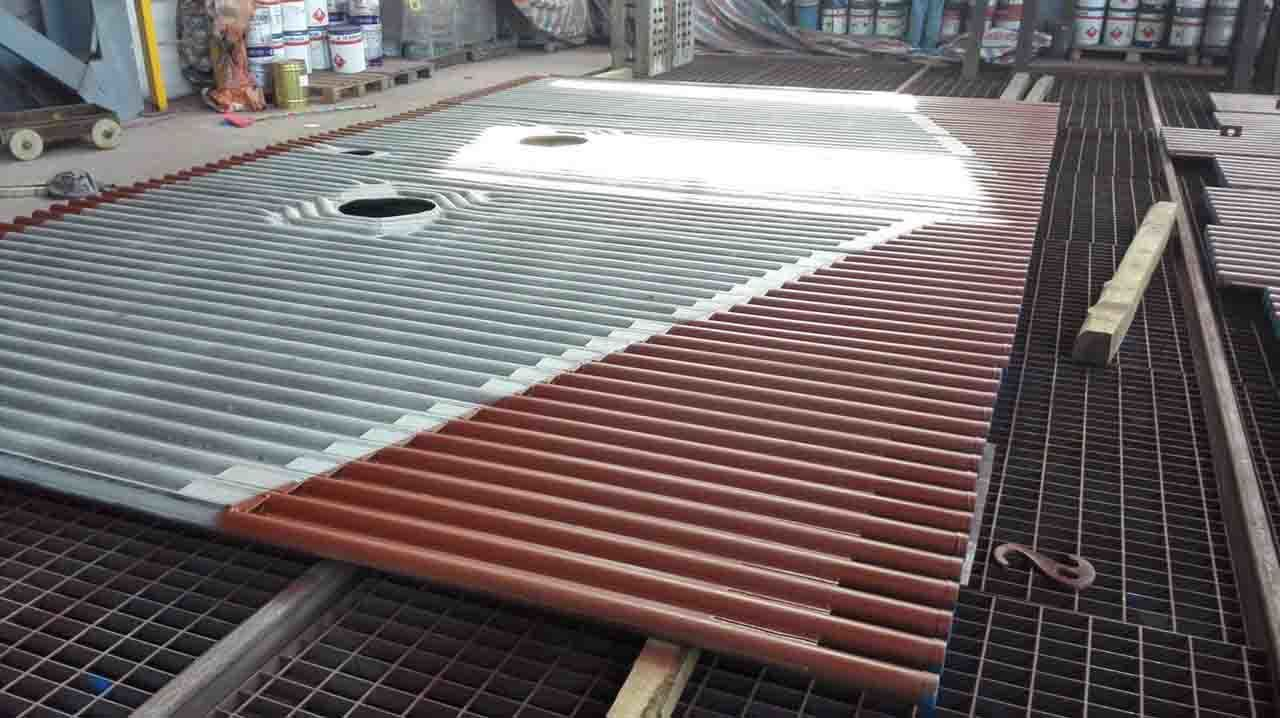
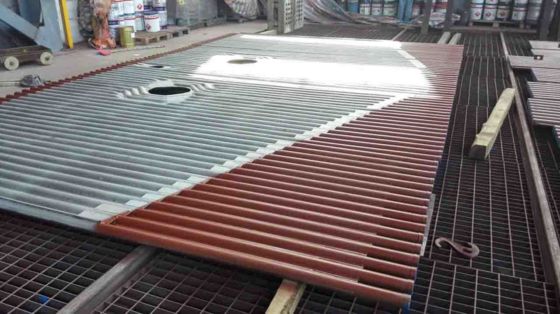
Никелевая сплав/инконель 625 облицовка Котловая мембрана/водяная панель стенки
Информация о производстве
Толщина неконнельного покрытия должна сохранять минимальную толщину 0,070".Для поддержания гладкости поверхности минимальная и максимальная толщины поперечного сечения не должны превышать 0,020".Для контроля толщины покрытия используется пермаскоп каждые 100 линейных футов (приблизительно каждую пятую трубку).Все измерения толщины регистрируются и представляются в Covanta вместе с окончательной документацией.Если результаты испытаний указывают на толщину покрытия менее 0,070 дюйма и дельту более 0,020 дюйма между минимальной и максимальной толщиной, поставщик проводит соответствующие дополнительные испытания,monitoring and production measures necessary to assure that the thickness and surface smoothness is maintained in the desired range and that any deviations shall be minor in magnitude and minimum in frequency.
|
Компонент |
Неплавильная сталь |
Сталь, покрытая сплавом 625 |
|
Стенка мембраны в помещении для сгорания |
6-9 месяцев |
3-4 года |
|
Стенка мембраны в помещении сгорания |
2 года |
> 8 лет |
|
Перегреватель |
3-4 года |
> 4 года |
|
Базовый материал |
»Стены труб и однопроводные трубы из P235GH, 15Mo3, 13CrMo44, 10CrMo910 |
|
Материалы для сварки |
»Сплав 622 (США), сплав 625, сплав 686 (трубы для сверхнагрева) цинкование |
|
Защитный газ |
»4-компонентный газовый щит: He = 32 %, H2= 2 %, CO2= 0,05 %, остаток Ar »Альтернативные варианты газа защиты |
|
Оборудование для сварки |
»GMAсварка оборудования с источниками импульсного тока»Автоматическая обработка на горелке |
|
Положение сварки |
»Предпочтительно вертикальное положение вниз, ширина слоя 15 - 20 мм |
|
Возможность применения |
»На месте в котле с мобильным оборудованием для сварки, минимальная толщина стенки 3 мм »Сварка в мастерской сварного металлического покрытия на стенках новых труб и одиночных труб |
|
Технические требования |
|
![]()
Наиболее распространенной проблемой в поверхности является трещины.
1. предварительное нагревание перед сваркой, контроль температуры между слоями и медленное охлаждение после сварки
2Тепловая обработка после сварки
3. Избегайте многослойной поверхности и используйте электроды с низким содержанием водорода
4При необходимости создать переходный слой между слоем поверхности и базовым металлом (использовать электрод с низким углеродным эквивалентом и высокой прочностью)
Необходимо обратить внимание на сварку задом наперед:
1В соответствии с требованиями к использованию, разумный выбор сплава поверхности
2. Уменьшить соотношение разбавления общих металлов как можно больше
3. Улучшить производительность
4Ожидается, что твердые металлы и обычные металлы имеют одинаковый коэффициент расширения и температуру фазового преобразования.
ПЦель инконельного покрытия поверхности :
1. Продлить срок службы
2Сокращение затрат
3Уменьшить запасные части.
4Уменьшить содержание
Наша служба
Поставщик высококачественной продукции
Продукция на заказ
Гибкие требования к размеру заказа
Различные продукты
Конкурентная цена
Профессиональная техническая и качественная команда
Профессиональная команда продаж
RFQ
Вопрос: Вы торговая компания или производитель?
A: Мы производитель
Вопрос: Сколько времени у вас на доставку?
О: Как правило, 5-10 дней, если товары находятся на складе. или 25-35 дней, если товары не находятся на складе, это зависит от количества.
Вопрос: Вы предоставляете образцы?
О: Да, мы могли бы предложить образец дополнительно
Вопрос: Каковы ваши условия оплаты?
О: Оплата <=1000USD, 100% заранее. Оплата>=1000USD, 30% T/T заранее, баланс перед отправкой.
Если у вас есть другие вопросы, пожалуйста, свяжитесь с нами.
Порекомендованные продукты